Estudos de caso da injeção de cera e da injeção de borracha no design de joias: uma contribuição da engenharia de precisão
Luciana dos Santos Duarte (Universidade Federal de Minas Gerais)
Os estudos neste artigo foram desenvolvidos por Luciana dos Santos Duarte, na disciplina de Engenharia de Precisão, na Pós-Graduação em Engenharia de Produção na Universidade Federal de Minas Gerais. Com algumas alterações, melhorias, ele foi publicado nos seguintes eventos:
- DUARTE, Luciana dos Santos; CAMPOS RUBIO, Juan Carlos. Modelos produzidos por injeção e a precisão na produção de joias. XV Colóquio de Usinagem. Núcleo de Mecânica Instituto Federal Sudeste de Minas, Juiz de Fora, 2011.
- DUARTE, Luciana dos Santos; VAN DER HOFF, Richard; RAJÃO, Raoni Guerra Lucas. Estudos de caso da injeção de cera e da injeção de borracha no design de joias: uma contribuição da engenharia de precisão. Anais do VII Congresso Brasileiro de Engenharia de Produção, Ponta Grossa, 2017, 12 p.
A vesão aqui apresentada é a segunda.
Resumo:
O projeto de joias lida não só com considerações estéticas, mas também com objetos de geometria complexa e tolerâncias estreitas que demandam adequações nos processos produtivos. Assim, a Engenharia de Precisão auxilia a otimização do processo produtivo de joias, garantindo as especificações de projeto de acordo com ajustes nos parâmetros do maquinário e de materiais. Este trabalho apresenta estudos de caso sobre a injeção de cera e injeção de borracha na empresa BQZ, especializada em soluções tecnológicas e de suprimento para o processo produtivo no setor de joalheria. Foram feitos testes quantitativos em moldes de anéis, com o objetivo de relacionar a precisão da injeção de cera e da injeção de borracha com a quantidade de material nobre nos anéis, por meio da avaliação do peso das peças em cera. Também foram analisados os tipos de materiais dos moldes que recebem as peças injetadas. O estudo demonstrou que o aumento da pressão de injeção leva ao aumento do peso da peça, o qual, por sua vez, leva ao aumento da quantidade de metal na fundição, implicando no aumento de custo produtivo e ambiental. Também se verificou que o projeto de joias com cravação, ao ser comparado com o de bijuterias e semijoias com ou sem cravação, requer materiais e processos de maior precisão. Finalmente, notou-se que a precisão e tecnologia do processo implicam em um novo projeto de trabalho, dado uma nova percepção de como trabalhar com injetoras de precisão em cera e borracha.
Palavras chave: Injeção de cera, Injeção de borracha, Engenharia de precisão, Design de joias.
Case studies of wax injection and rubber injection in jewelry design: a contribution of precision engineering
Abstract
The jewelry design deals not only with aesthetic considerations, but also with objects of complex geometry and narrow tolerances that demand adjustments in the productive processes. Thus, Precision Engineering helps to optimize the production process of jewelry, guaranteeing the design specifications according to adjustments in the parameters of machinery and materials. This paper presents case studies on the injection of wax and rubber injection in the company BQZ, specialized in technological solutions and supply for the productive process in the jewelry industry. Quantitative tests were performed in ring molds to correlate the precision of the wax injection and rubber injection with the amount of noble material in the rings by evaluating the weight of the wax pieces. Also analyzed were the types of materials of the molds that receive the injected parts. The study showed that the increase of the injection pressure leads to the increase of the weight of the part, which, in turn, leads to the increase of the quantity of metal in the foundry, implying in the increase of productive and environmental cost. It has also been found that jewelry design with crimping, compared to jewelry and semi-jewelry with or without nailing, requires materials and processes of greater precision. Finally, it was noted that the precision and process technology implies a new work design, given a new insight into how to work with precision wax and rubber injectors.
Key-words: Wax injection, Rubber injection, Precision engineering, Jewelry design.
1. Introdução
A joia deve ser entendida enquanto um produto sujeito às mesmas orientações de qualquer outro. Seu desenvolvimento envolve a atuação de áreas e profissionais diversos, e seu design constrói-se ao longo da variada coletiva prática, com múltiplas possibilidades implícitas na atividade (TEIXEIRA, 2002). Dentre os vários aspectos que concernem o valor das joias, verifica-se um interesse nos seguintes níveis: o processo e a criação, a transformação do objeto, a incorporação de novas técnicas, e o aprendizado com os materiais (CODINA, 2004). Neste sentido, o desenvolvimento e fabricação das joias compreendem dois momentos importantes: o criativo (design) e o material (produção, ourivesaria e alta tecnologia atualmente empregada). Neste sentido, a identidade do produto é entendida como o resultado da estreita cooperação entre os atores desses processos (TEIXEIRA, 2002).
Quanto ao momento de criação, pode-se dizer que uma joia tem por finalidade ornamentar quem a usa. Por ornamentação, compreende-se a ideia de enriquecer os atrativos físicos, afirmar a criatividade e individualidade, sinalizar uma associação ou posição dentro de um grupo ou cultura (JONES, 2005). Ou seja, a joia relaciona-se a um conjunto de experiências estéticas pessoais e sociais.
Todavia a joia deve estar bem dimensionada para adornar o corpo de quem a usa, consideração esta que corresponde ao momento de se refletir sobre a produção e tecnologia empregada. Sabe-se que o processo produtivo seriado em joias deve garantir as tolerâncias estreitas, além de geometria (em geral, complexa) em acordo com o design. Assim, apresenta-se a Engenharia de Precisão como interface para possibilitar a adequação do processo produtivo em função do projeto. Trata-se de um campo pouco explorado no Brasil devido às dificuldades financeiras para conduzir pesquisas nessa área, sendo a obtenção de resultados satisfatórios com o emprego de poucos recursos o maior desafio para pesquisadores (PEREIRA, 2004).
Alguns dos princípios da Engenharia de Precisão, como projeto por restrição exata, isolamento de vibração, sensor de medição, ajustagem de mecanismos de precisão, dentre outros, são fundamentais à produção de joias, promovendo também o desenvolvimento tecnológico do setor. Dentre as distintas etapas de processo produtivo de joias, a injeção de cera destaca-se para estudo da Engenharia de Precisão por apresentar diversos problemas a serem minimizados ou solucionados. Schuster (2009) descreve os problemas mais comuns, a saber: enchimento curto, linhas de molde, quebra de cera, bolhas de ar, rebarbas, cortes de ventilação, padrão entortado ou deformado, peso inconsistente, dentre outros defeitos de superfície.
Em relação aos parâmetros de precisão da injetora de cera, a pressão de injeção é fator fundamental na definição das características da peça. Ao aumentar a pressão, mais cera é injetada, mais pesada e volumosa se torna a peça e, por conseguinte, maior é o volume de metal usado na etapa de fundição. Considerando serem peças de produção em série, a pressão de injeção da cera interfere não só nas especificações de projeto da joia, como também nos custos produtivos da mesma e, por conseguinte, na quantidade de metal nobre solicitado da natureza.
Portanto, os impactos econômico e ambiental justificam a relevância desta pesquisa. Afinal, embora o uso de materiais nobres sempre tenha sido recorrente na história da joalheria, o atual paradigma de esgotamento de metais de alto valor econômico implica na necessidade de garantir a correta especificação de quantidade desses materiais no processo produtivo de joias. Ao focar em duas etapas do processo produtivo joalheiro, a injeção de cera e a injeção de borracha, este trabalho justifica-se por buscar garantir a correta especificação de quantidade de materiais nobres no processo produtivo de joias, por meio de competências da Engenharia de Precisão em interface com o Design.
O objetivo geral deste trabalho é relacionar a precisão da injeção de cera e da injeção de borracha com a quantidade de material nobre em anéis. Como objetivos específicos, podem ser citados: o delineamento do processo de injeção de cera; a identificação de parâmetros de injeção de precisão, cera e molde; a relação da pressão de injeção e peso da peça injetada; e a compreensão da sequência produtiva de anéis na empresa estudo de caso.
2. Materiais e método
Foi realizada uma visita técnica à empresa BQZ, situada no município de Lagoa Santa / MG, na Região Metropolitana de Belo Horizonte, para analisar os processos de injeção de borracha e de injeção de cera em moldes de borracha e silicone para a manufatura de joias. Trata-se de uma empresa brasileira que participa das principais feiras do setor em todo o mundo, como Jewellery Basel World (Suíça), India International Jewellery Show, Aljoresp, Feninjer, Tecnogold, Ajorsul e presente nos seminários de joalheria em Santa Fé (Estados Unidos), agregando ao corpo técnico um expressivo conhecimento científico dos processos de modelagem, fundição e acabamento de joias e semijoias (BQZ, 2017). Há mais de 20 anos no mercado, a BQZ é uma empresa fornecedora de soluções tecnológicas e de suprimento para o processo produtivo das indústrias do ramo joalheiro.
Foram realizadas entrevistas não estruturadas com gestor e fundador da empresa e demais colaboradores na área de engenharia do produto, buscando compreender especificidades do processo produtivo de joias. De acordo com Alves et al (2002), o processo produtivo em joalheria, pode ser compreendido conforme a Figura 1, a seguir.
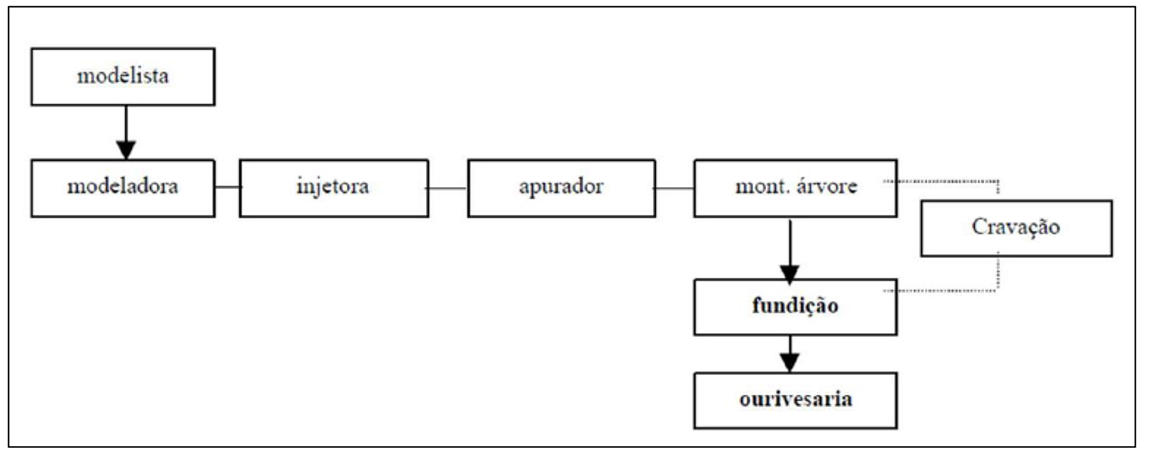
Foi apurado que a empresa estudo de caso realiza todas as etapas, destacando-se que a modelagem se dá somente por prototipagem rápida, ou seja, não empregando as habilidades artesanais de um modelista manual, que se assemelha a um escultor. A saber, por definição, o processo de prototipagem rápida permite obter diretamente sólidos físicos, a partir de dados gerados em sistemas CAD/CAM. De modo geral, a fabricação dos objetos ocorre por manufatura de camadas, ou seja, sobreposição de camadas, sendo por isso definido como um processo aditivo (VOLPATO et al, 2007). Destaca-se que neste processo específico de modelagem 3D apresenta-se o principal problema quanto à precisão na produção de joias: dimensionar porcentagens na modelagem tridimensional para obter as dimensões corretas, isto é, correspondentes ao projeto, ao final do processo produtivo.
Como a empresa produz as próprias máquinas, toda a produção é automatizada, exceto a etapa de cravação, que deve ser feita manualmente. Nesta etapa, encaixam-se as “gemas” (também chamadas de pedras preciosas ou semipreciosas) nas peças injetadas em cera ou borracha (Figura 2), com o objetivo de verificar seus encaixes e ajustá-los consoante as especificações do projeto.

Nesta pesquisa, foram realizados quatro experimentos no processo de injeção de cera, referente a um anel cuja geometria não necessitava da etapa de cravação. Para tanto, foi utilizada a injetora de cera “RiaceWax” (Figura 3), de precisão superior às injetoras convencionais, a qual apresenta as seguintes características técnicas e tecnológicas:
a) Largura: 600mm;
b) Profundidade: 360mm;
c) Altura: 530mm;
d) Voltagem: 220V;
e) Potência: 700W;
f) Peso (aprox.): 33Kg;
g) Capacidade de produzir moldes com características superiores aos equipamentos tradicionais de injeção de cera;
h) Alta produtividade com baixíssimo índice de perdas;
i) Controlador geral de até quatro estações de trabalho e PLC (controlador lógico programável) com tela touch screen para configuração dos parâmetros de injeção para cada estação de trabalho;
j) Módulo avançado para configuração de rampeamento (isto é, alteração de rampa depressão em função do tempo) de pressão evitando rebarbas e repuxes;
k) Parâmetros precisos de pressão realizados por válvulas proporcionais totalmente sob vácuo, os quais permitem a ausência total de umidade na cera evitando bolhas nos moldes injetados;
l) Sensor que identifica o chip inserido no molde de borracha para a configuração automática de todos os parâmetros de injeção do molde;
m) Tanque de cera com capacidade para até três litros, térmico e transparente, que permite a visualização da cera e do seu nível, podendo também trabalhar com ceras para diferentes aplicações;
n) Carrinho com dois pneumáticos, superior e inferior, para a centralização automática do molde de borracha ao bico da injetora, possibilitando a utilização de diferentes alturas de moldes sem a necessidade de usar apoios;
o) Capacidade de fazer vácuo máximo na borracha antes da injeção.

O tipo de molde que recebeu a cera foi à base de silicone e continha um chip para armazenamento das especificações de programação da injeção. A saber, o molde de silicone é preferível ao de borracha porque desmolda mais facilmente a peça injetada em cera, dura mais, fornece melhor acabamento à peça injetada, é de fácil operação (mais fácil para ser cortado manualmente e retirada a peça, após a injeção) e aceita molde previamente prototipado.
Já a função do chip no molde de silicone é garantir a padronização em série de um número de peças suficiente para montar a “árvore”. Tal termo, “árvore”, é comumente utilizado no setor joalheiro para designar uma haste de cera em que são soldadas as peças em cera, formando uma árvore de proporções verticalizadas. Posteriormente, a árvore de cera recebe gesso envolto de um cilindro metálico. Ao ser submetido o cilindro com gesso a um forno de alta temperatura, a cera derrete-se, ou seja, tem-se então um molde de gesso vazado. Este molde recebe metal nas suas áreas vazadas, daí se originando o termo popular de processo de “fundição de cera perdida”, pois é necessário se desfazer da árvore de cera para dar lugar à árvore de metal (Figura 4).
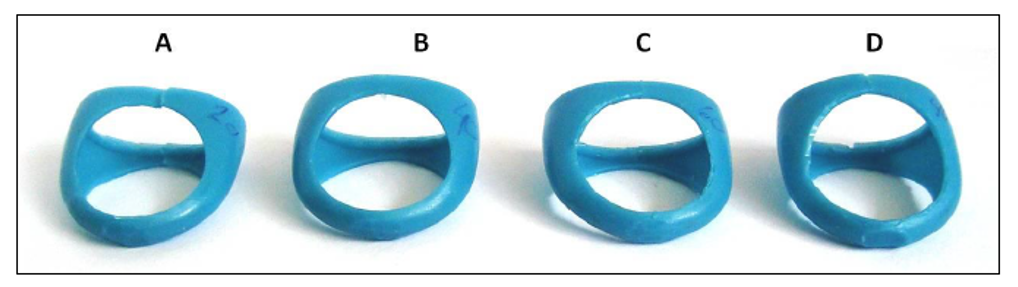
Os quatro experimentos de anéis injetados em cera com molde de silicone (Figura 5) se deram de acordo com os seguintes parâmetros:
a) Temperatura de trabalho: 75°C;
b) Fechamento de molde: 15Kg;
c) Vácuo ligado máximo acionamento: 900 Kpa;
d) Tempo de injeção: 02 segundos.
Parâmetros como pressão de esmagamento (isto é, força de fechamento do molde) e tempo de abertura do molde não foram considerados relevantes na configuração do sistema. Somente o parâmetro da pressão de injeção foi alterado, consoante cada anel injetado, aqui identificado por letras, sendo A = 0,20 bar, B = 0,40 bar, C = 0,60 bar, e D = 0,80 bar.

3. Discussão dos resultados
3.1.Pressão da injeção em anéis de cera
Ao serem injetados os anéis com os quatro valores diferentes de pressão, notou-se que no anel “D”, a cera vazou do molde no momento de injeção (Figura 6). De acordo com a empresa, 0,40bar é a pressão ideal para esta peça, ou seja, a peça “B” é entendida como desejável.
Em seguida, com a finalidade de investigar a relação da pressão de injeção de cera com a quantidade de material nobre na peça já fundida, foram retiradas (manualmente, com auxílio de lâmina cortante) as rebarbas das amostras injetadas (Figura 7) e as mesmas foram pesadas em balança analítica de precisão convencional (Figura 8).


Com base nos dados obtidos do peso das amostras, foi elaborada a Tabela 1 correlacionando os resultados. Ela demonstra que houve um aumento do peso da peça conforme o aumento da pressão de injeção.

Verifica-se, portanto, que as diferenças de gramaturas são mínimas, centesimais. Porém, elas são relevantes o suficiente para em “A” a peça receber pouco material injetado a ponto de fraturar, e em “D” receber em excesso, ocasionando vazamento de material. Entre as amostras “B” e “C”, cujas geometrias se mantiveram estáveis, a escolha pela amostra “B” como ideal recai no fato de se utilizar menos material para obter o formato especificado no projeto de design de joias. Assim, o experimento confirma o parâmetro de precisão determinado pela empresa.
Por fim, é válido ressaltar de acordo com a empresa estudo de caso, as peças com geometria excepcionalmente complexas demandam maior pressão na injetora. Consequentemente, entende-se que cada geometria, especificada no projeto de design de joias, implica em um valor de pressão adequado para injeção.
3.2.Precisão de peso e geometria em moldes de borracha e silicone
Para este trabalho, um segundo experimento foi realizado, buscando comparar os processos de injeção de anéis em cera (Figura 7) e em borracha (Figura 2). De acordo com a empresa, a injeção de borracha, embora mais onerosa, permite maior precisão. Logo, ela é indicada para joias com cravação de gemas. Já a injeção de cera, menos precisa e de menor custo, é ideal para o setor de bijuterias, em que é comum competir por preço em detrimento de outros aspectos, como o melhor acabamento das peças.
Destaca-se quanto à etapa de apuração, no que tange à cravação, que, caso as gemas não se encaixem, por meio de conferência manual, nas tolerâncias previamente dimensionadas na modelagem tridimensional, através do software Rhinoceros (o qual é tradicionalmente usado no setor joalheiro), as peças são redimensionadas no computador. Este é o único procedimento de “tentativa e erro” da empresa, em que ajustes não são completamente automatizados.
Ao se analisar o processo de injeção de cera em moldes de borracha e em moldes de silicone, foi observado algumas particularidades que definem a precisão da geometria dos anéis. Quanto ao processo de injeção de cera, a empresa afirma que, devido à contração da cera após a mesma ser injetada e resfriada, os desenhos tridimensionais devem ser previamente ajustados com um aumento de 1% sobre a dimensão real especificada. Embora essa porcentagem de ajuste seja convencional no processo produtivo da empresa, a mesma realiza testes com 1%, 2% e 3% de aumento proporcional na modelagem 3D em função dos dois tipos de materiais (Figura 9) que utilizam:
a) Silicone, transparente, vulcanizada a frio (com ou sem vácuo) e em geral 30% mais cara que a borracha vulcanizada a altas temperaturas: demanda 1% de aumento na modelagem 3D sobre a dimensão real especificada no projeto. Esclarece-se que na vulcanização “a frio”, isto é, na temperatura ambiente, o processo pode se dar com o uso de vácuo, que tem por objetivos acelerar o endurecimento do material, ou sem vácuo, que dura de duas a três horas para endurecer o material e apresenta a formação de bolhas de ar dentro do mesmo.
b) Borracha, de cores sólidas, vulcanizada a 90°C e a 150°C: demanda 2% e 3% respectivamente de aumento do desenho na modelagem 3D.

Foram realizados dois testes de injeção de anéis de borracha, calibrados com a mesma precisão da pressão, porém um em molde de silicone, e outro em molde de borracha vulcanizada. Verificou-se uma diferença de acabamento de peças injetadas em borracha em molde borracha (amostra E) e de silicone (amostra F). O molde de borracha é menos preciso e confere aspecto de micro ranhuras no acabamento da peça. Assim, conforme o mesmo procedimento do teste anterior, os dois anéis foram pesados em balança de precisão, obtendo-se os dados da Tabela 2. Destaca-se que as imagens referentes das amostras E e F não aparecem neste trabalho dado a qualidade da imagem, que impossibilitou a visualização das diferenças das micro ranhuras, mas que todavia as mesmas são visíveis a olho nu.
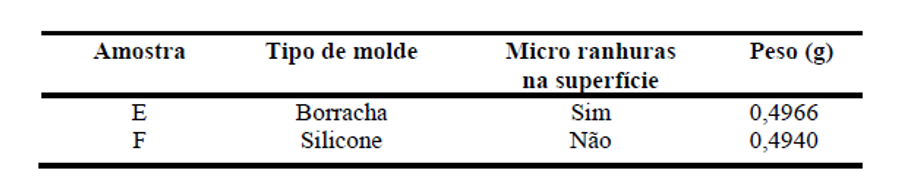
O estudo demonstrou que a qualidade do material do molde pode alterar o peso da peça injetada em borracha por causa das micro ranhuras apresentadas na superfície do anel. Como consequências em função da presença das micro ranhuras, tem-se a provável necessidade do processo produtivo de desbaste/polimento dos anéis (conforme os prâmetros de qualidade da empresa para seus produtos), a inevitável perda de uma parte dos materiais neste processo; não obstante os custos de adição de um processo produtivo. Assim, o molde de silicone torna-se preferível para joias cuja geometria receba cravação de gemas; sendo o molde de borracha mais adequado para joias sem cravação e para bijuterias ou semijoias em produção seriada. Entretanto, deve-se analisar o custo em escala do uso de moldes de silicone para a produção seriada de bijuterias e semijoias.
Finalmente, retomando a discussão de o molde ter um chip acoplado que grava as informações de injeção adequada para o tipo de geometria de peça, entende-se ser esta uma vantagem também para dinâmicas do projeto de trabalho em injeção. Segundo Alves et al (2002), em um posto de trabalho de injeção de cera, o trabalhador comanda o nível de pressão necessária por tentativa e erro orientando-se pelo aspecto visual da peça em cera, concluindo-se que “se tiver muita rebarba tem de diminuir a pressão”. Nesse sentido, a injeção de precisão de cera e de borracha garantem, com o armazenamento das especificações salvas em chip acoplado no próprio molde, a otimização dos parâmetros da operação.
4. Considerações finais
Este trabalho destaca a relevância da precisão na etapa de injeção de cera e de injeção de borracha no processo produtivo de joias, de modo a dimensionar as peças conforme especificação do projeto e de modo a diminuir custos com quantidade de matéria-prima empregada na manufatura das peças. Algumas consequências deste estudo podem ser enumeradas. Primeiramente, verifica-se que o aumento da pressão de injeção leva ao aumento do peso da peça, o qual, por sua vez, leva ao aumento da quantidade de metal na fundição, implicando no aumento de custo produtivo e ambiental. Em segundo lugar, verifica-se que o projeto de joias com cravação, comparado com o de bijuterias e semijoias com ou sem cravação, requer materiais e processos de maior precisão, os quais são também mais onerosos. Em terceiro lugar, notou-se que peças com presença de micro-ranhuras podem necessitar de processo produtivo de acabamento, como polimento, implicando em perda de material, além do aumento do custo de produção em função da adição de um processo. Em quarto lugar, nota-se que a precisão e tecnologia do processo implicam em um novo projeto de trabalho, dada uma nova percepção de como trabalhar com injetoras de precisão em cera e borracha.
A partir deste trabalho, verificaram-se algumas oportunidades de estudo, como analisar a precisão na relação da cravação com a modelagem 3D e objetos injetados em borracha. Futuros trabalhos podem também contemplar testes feitos com injeção de cera em moldes de materiais distintos (silicone e borracha), mantendo a mesma geometria da peça e os mesmos parâmetros de precisão da injetora, a fim de comparar com os resultados da injeção em borracha. Também podem ser feitos estudos comparativos do processo de injeção de precisão automatizado com injeção de precisão manual (CODINA, 2004), em que são montados sistemas com moldes de silicone e injeção a vácuo por meio de seringa comum, comuns em bijuterias artesanais e semi-industriais.
Referências
ALVES, G. B. O., ASSUNÇÃO, A. A., DA LUZ, M. G. Posturas do trabalho: o caso de uma fábrica de joias. Revista Teoria Ocupacional da Universidade de São Paulo, v. 13, n. 3, set./dez. 2002.
BQZ. Disponível em: <http://www.bqz.com.br> Acesso em: 22 jun. 2017.
CODINA, C. The new jewelry: contemporary materials and techniques. New York, Lark Books, 2004.
FRANCO, R. R., DE SOUZA CAMPOS, J. E. As pedras preciosas: noções fundamentais. São Paulo Editora. São Paulo, 1965.
JONES, S. J. Fashion design: manual do estilista. Cosac Naify. São Paulo, 2005.
PEREIRA, M. Metodologia de projeto para sistemas mecânicos de precisão reconfiguráveis. Tese de doutorado em Engenharia Mecânica, Universidade Federal de Santa Catarina. Florianópolis, 2004.
RHINOCEROS. Disponível em: < http://www.rhino3d.com> Acesso em: 22 jun. 2017.
SCHUSTER, H. Innovative mold preparation and cutting for very thin and high precision itens. In: Proceedings of the Twenty-Third Santa Fe Symposium in Albuquerque. New Mexico, 2009.
TEIXEIRA, M. B. S. Os objetos intermediários da concepção na construção coletiva da identidade do produto de joalheria. Dissertação de Mestrado em Engenharia de Produção, Universidade Federal de Minas Gerais. Belo Horizonte, 2002.
VOLPATO, N. et al. Prototipagem rápida: tecnologias e aplicações. Edgard Blücher. São Paulo, 2007.